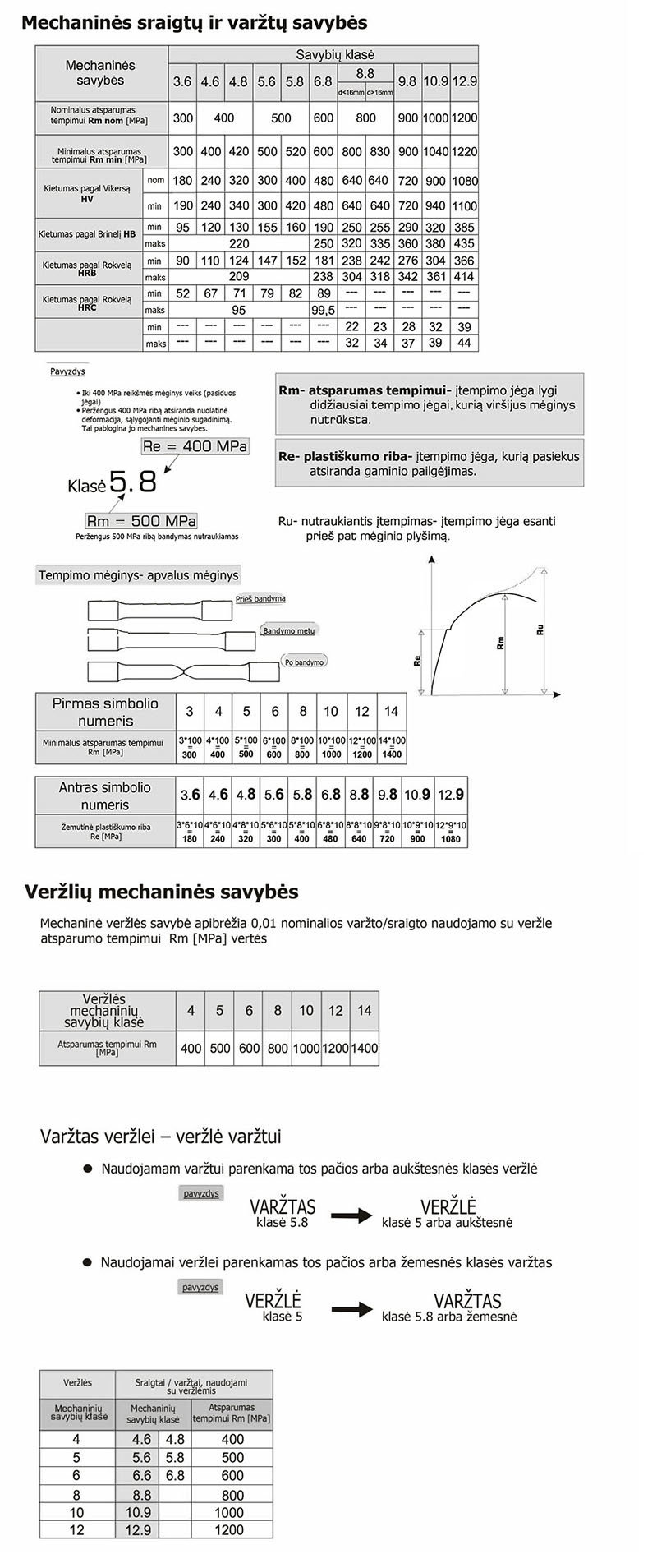
Techninė informacija
 šešiabriaune – 6K
šešiabriaune – 6K
 šešiabriaune praplatinta – 6P
šešiabriaune praplatinta – 6P
 šešiabriaune praplatinta rifliuota – 6Pz
šešiabriaune praplatinta rifliuota – 6Pz
 šešiabriaune praplatinta rifliuota – 6Pz
šešiabriaune praplatinta rifliuota – 6Pz praplatinta – P
praplatinta – P
 praplatinta – P
praplatinta – P praplatinta rifliuota – Pz
praplatinta rifliuota – Pz
 praplatinta rifliuota – Pz
praplatinta rifliuota – Pz galvutė su rifliuota poveržle – Pc
galvutė su rifliuota poveržle – Pc
 galvutė su rifliuota poveržle – Pc
galvutė su rifliuota poveržle – Pc įleidžiama – S
įleidžiama – S
 įleidžiama – S
įleidžiama – S pusiau įleidžiama galva – T
pusiau įleidžiama galva – T
 pusiau įleidžiama galva – T
pusiau įleidžiama galva – T ZG
ZG
 ZG
ZG ZS
ZS
 ZS
ZS pusapvalia galvute – K
pusapvalia galvute – K
 pusapvalia galvute – K
pusapvalia galvute – K
 pusapvalia – W
pusapvalia – W
 pusapvalia rifliuota – Wz
pusapvalia rifliuota – Wz
 pusapvalia rifliuota – Wz
pusapvalia rifliuota – Wz cilindrinė – C
cilindrinė – C
 cilindrinė – C
cilindrinė – C kvadratinė – 4K
kvadratinė – 4K
 kvadratinė – 4K
kvadratinė – 4K šešiabriaunė praplatinta galvutė su rifliais – 6P*
šešiabriaunė praplatinta galvutė su rifliais – 6P*
 šešiabriaunė praplatinta galvutė su rifliais – 6P*
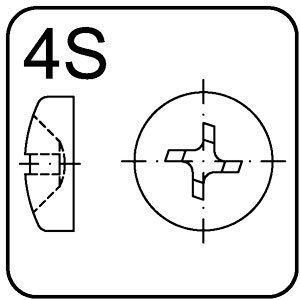
šešiabriaunė praplatinta galvutė su rifliais – 6P* Pozidriv – PZ
Pozidriv – PZ

 Philips – PH
Philips – PH
 Plokščiam atsuktuvui – ZW
Plokščiam atsuktuvui – ZW
 kombi (Pozidriv) – KOMBI
kombi (Pozidriv) – KOMBI
 kombi (Phillips) – KOMBI
kombi (Phillips) – KOMBI
 vidiniu šešiakampiu – IM
vidiniu šešiakampiu – IM
 Torx – TX
Torx – TX
 T-KOMBI torx – TK
T-KOMBI torx – TK
 kvadratinis KOMBI – 4K
kvadratinis KOMBI – 4K
 3S
3S
 4S
4S
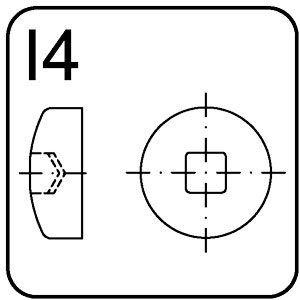
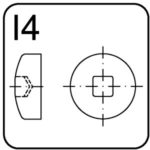 kvadratinis – I4
kvadratinis – I4
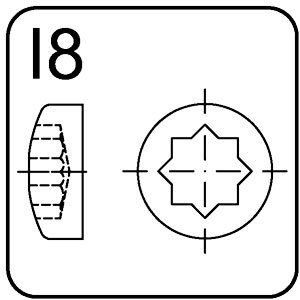
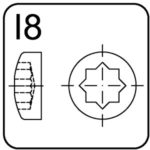 aštuonkampis – I8
aštuonkampis – I8
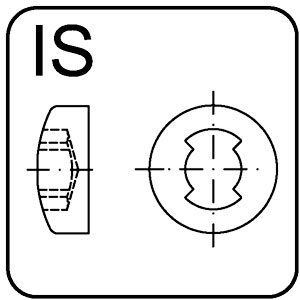
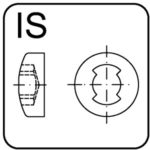 IS
IS
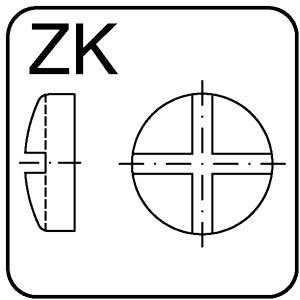
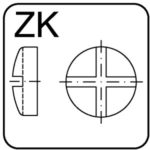 ZK
ZK
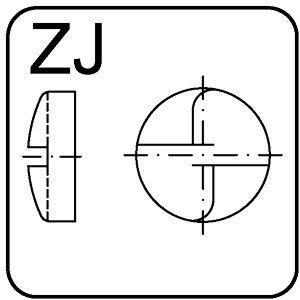
 ZJ
ZJ
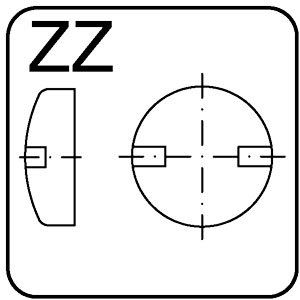
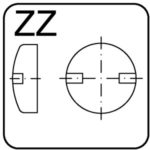 ZZ
ZZ
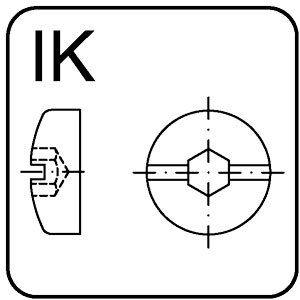
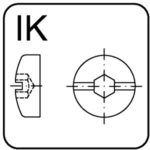 vidiniu šešiakampiu KOMBI tipas – IK
vidiniu šešiakampiu KOMBI tipas – IK
| Technologinis pavadinimas | Simbolis | Techniniai brėžiniai | ||
| Sraigtai | Savisriegiai | UNIX, plastikui | ||
| Su įpjova | 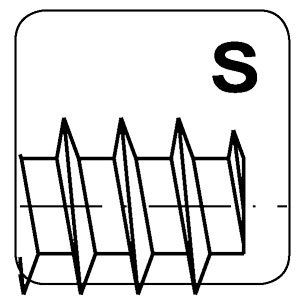 | 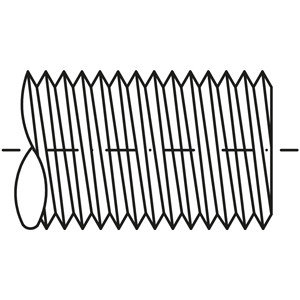 |  |  |
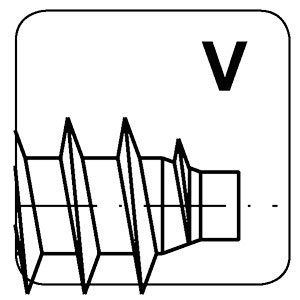
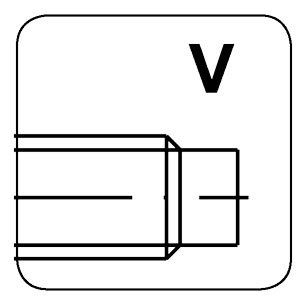
| Su įvedimu |
|      |  |  |
| Aštrus |  |  | 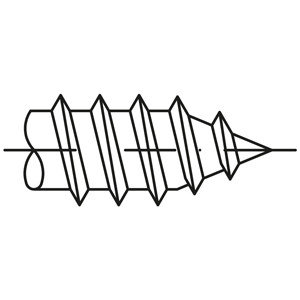 | 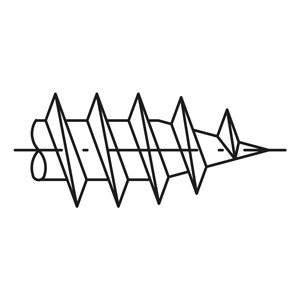 |
| Su grąžtu | 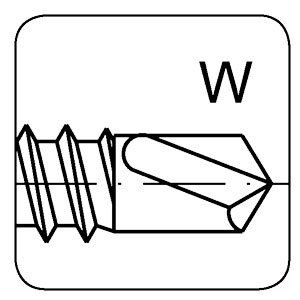 | 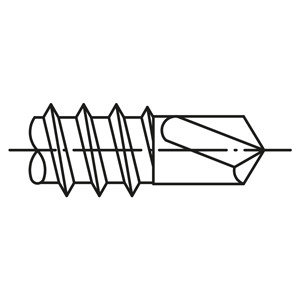 | ||
| Su grąžtu ir sparneliais | 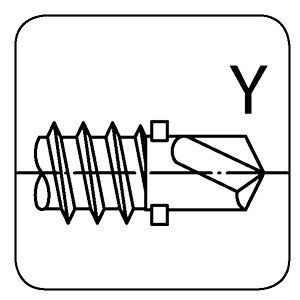 | 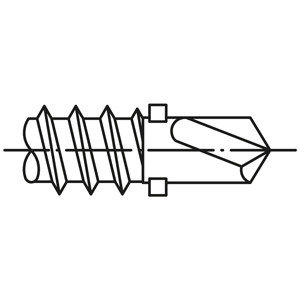 | ||
 anglinis plienas
anglinis plienas

 grūdintas gaminys
grūdintas gaminys
 nerūdijantis plienas
nerūdijantis plienas

 nerūdijantis plienas
nerūdijantis plienas

 aliuminio lydinys
aliuminio lydinys

 aliuminio lydinys
aliuminio lydinys

 žalvaris
žalvaris

 varis
varis
 aliuminis
aliuminis
 guma EPDM
guma EPDM
 guma EPDM
guma EPDM polietilenas
polietilenas
 polipropilenas
polipropilenas
 poliamidas
poliamidas
 poliamidas
poliamidas plastikas PCV
plastikas PCV
 cinkuota danga
cinkuota danga


 cinkuota danga 5 µm, 8 µm, 12 µm
cinkuota danga 5 µm, 8 µm, 12 µm



 cinkuota danga su geltonu pasyvavimu
cinkuota danga su geltonu pasyvavimu
 cinkuota danga su baltu pasyvavimu
cinkuota danga su baltu pasyvavimu
 cinkuota danga su juodu pasyvavimu
cinkuota danga su juodu pasyvavimu
 cinkuota danga Zintec – balta
cinkuota danga Zintec – balta
 cinkuota danga
cinkuota danga keraminis padengimas
keraminis padengimas
 keraminis padengimas
keraminis padengimas nikeliuotas padengimas
nikeliuotas padengimas

 padengimas žalvariu
padengimas žalvariu

 oksidavimas
oksidavimas
 oksidavimas
oksidavimas fosfatavimas
fosfatavimas
 fosfatavimas
fosfatavimas karštas cinkas
karštas cinkas
 karštas cinkas
karštas cinkas Geomet
Geomet
 cinkuota danga Zintec – juoda
cinkuota danga Zintec – juoda
 cinkuota danga
cinkuota danga brunieravimas
brunieravimas
 brunieravimas
brunieravimasTai dažniausiai naudojama apsauginė danga. Šios dangos atsparumas korozijai labai priklauso nuo jos storio. Galvaninio cinko danga padengiama elementu naudojant galimą elektrolizės procesų skirtumą. Elektrolitinės galvaninės dangos yra ekonomiškai efektyvios ir suteikia estetinę apdailą. Galvaninis cinkas yra dažniausiai naudojamas tvirtinimo detalių paviršiaus apdaila.
Siekiant padidinti apsaugą nuo korozijos, cinkuotoms dangoms yra atliekama chromato konversija (yra pasyvinamos). Chromato konversija taip pat leidžia pasiekti apsauginius bei dekoracinius rezultatus, ypač tais atvejais, kai danga neturi būti labai atspari dilimui.
Savo gaminiams naudojame šių spalvų dangas: baltą, geltoną ir juodą. Atsižvelgiant į gautų chromato konversijos dangų spalvą, reikia pabrėžti, kad aukso spalvos dangos yra daug atsparesnės korozijai už šviesias, nedažytas dangas.
Chromato konversijos dangos yra santykinai mažiau atsparios dilimui. Tai ypač aktualu storesnėms – juodoms dangoms. Išdžiovinus, atsparumas dilimui padidėja. Mažiausiai jautrios dilimui yra bespalvės ir baltos dangos
Elektrolitinės nikelio dangos technikoje naudojamos dekoratyviniams ir apsauginiams tikslams, taip pat techninėms dangoms. Savo gaminiams naudojame dekoratyvines ir apsaugines dangas, kurios užtikrina optimalią apsaugą nuo korozijos bei yra aukštos estetinės vertės.
Tvirtinimo detalėms padengti naudojamos nikelio dangos pasižymi dideliu atsparumu atmosferos korozijai. Mes siūlome dviejų rūšių dangas: – matines ant tokių elementų kaip EK, ES (varžtai baldų furnitūrai), – blizgančias ant tokių elementų kaip vyriai, baldų jungtys.
Žalvaris yra vario ir cinko lydinys. Žalvario dangų elektrolitinės savybės skiriasi priklausomai nuo pagrindinio lydinio elemento – cinko. Cheminė dangos sudėtis taip pat turi lemiamos įtakos jos spalvai, kuri keičiasi nuo raudonos (didelis vario kiekis) iki auksinės su skirtingais atspalviais. Standartinė žalvario dangų rūšis yra geltonos dangos.
Jos yra aukštos estetinės vertės ir apsaugo nuo korozijos. Žalvario dangų antikorozinės savybės leidžia jas naudoti lengvai agresyvioje aplinkoje. Ilgametė žalvario dangų savybių ir taikymo analizė parodė jų aukštą vertinimą naudojant produktus, kaip ERICSONA veržlės.
Standartinės fosfato dangos ant jungiamųjų elementų yra matinės, nuo tamsiai pilkos iki juodos spalvos. Fosfato dangos turi antikorozinių savybių ir papildomai padidina uždedamų lako dangų sukibimą. Fosfotavimas atliekamas ant gipso kartono varžtų (GUS, GBS, GHS).
Dėl konkretaus šių gaminių naudojimo negalima naudoti cinko dangų, kurios lengvai pažeidžiamos liečiant tinką. Fosfato dangos ne tik apsaugo gaminius nuo korozijos, bet ir sumažindamos trinties koeficientą palengvina jų montavimą.
Oksidavimas priklauso konvertuojamų plieno oksido dangų grupei. Šios dangos yra pagamintos iš geležies oksidų. Dangos struktūra ir antikorozinės savybės keičiasi priklausomai nuo jos storio. Optimaliausias storis yra 0,6 – 0,8 pm. Oksiduotos dangos optimaliai sujungia atsparumą korozijai lengvomis korozijos sąlygomis ir atsparumą mechaniniams veiksmams, pvz. dilimui.
Naudojant papildomą apsaugą nuo riebalų, naudojimo metu žymiai pagerėja dangos antikorozinės savybės ir net kelis kartus gali padidėti jos patvarumas. Oksidavimas naudojama gaminiams, kurie yra apdorojami termiškai ir termochemiškai. Priešingai nei cinkavimas, oksidavimas nemažina viršutinio sluoksnio mechaninių parametrų. Tai ypač svarbu gaminiams su padidinta mechaninių savybių klase
| DIN | PN | ISO | GOST | Nr Marcopol |
| ISO: ~7380 | 013.01 | |||
| ISO: ~7380 | 013.01a | |||
| ISO: ~7380 | 013.02 | |||
| ISO: ~7380 | 013.02a | |||
| ISO: 15979 | 024.01 | |||
| ISO: 15977 | 024.02 | |||
| ISO: 15980 | 024.04 | |||
| ISO: 15978 | 024.05 | |||
| ISO: 15976 | 024.06 | |||
| ISO: 15973 | 024.07 | |||
| PN: 82501 | 032.01 | |||
| PN: 82501 | 032.02 | |||
| PN-EN 10230-1 | 061.01 | |||
| PN-EN: 13964 | 051.51 – 051.58 | |||
| PN-EN 14545 | 062.01 – 062.04 | |||
| PN-EN 912 | 062.28 – 062.29 | |||
| DIN: 125 | PN: 82005 | ISO: 7089, | ||
| ISO: 7091 | GOST: 11379-68 | 014.01 | ||
| DIN: 127 | PN: 82008 | GOST: 11379-68 | 014.04 | |
| DIN: ~315 | PN: 82439 | GOST: 3032-76 | 015.10 | |
| DIN: ~316 | PN: 82436 | 011.15 | ||
| DIN: 338 | PN: 59601 | 067.01 | ||
| DIN: 338 | PN: 59601 | 067.02 | ||
| DIN: 338 | PN: 59601 | 067.03 | ||
| DIN: 340 | PN: 59601 | 067.04 | ||
| DIN: 340 | PN: 59601 | 067.05 | ||
| DIN: 436 | PN: 82010 | 014.11 | ||
| DIN: 439 | PN: 82153 | ISO: 4035 | 015.03 | |
| DIN: 440 | PN: 82019 | ISO: 7094 | 014.02 | |
| DIN: 551 | 012.05 | |||
| DIN: 553 | 012.06 | |||
| DIN: 557 | 015.31 | |||
| DIN: 562 | 015.30 | |||
| DIN: 571 | PN: 82501 | 032.03 | ||
| DIN: 580 | PN: 82472 | ISO: 3266 | 063.13 | |
| DIN: 582 | 063.14 | |||
| DIN: 603 | PN: 82406 | ISO: 8677 | 011.08 | |
| DIN: 603 | PN: 82406 | ISO: 8677 | 011.09 | |
| DIN: 605 | PN: 82402 | 011.10 | ||
| DIN: 605 | PN: 82402 | 011.11 | ||
| DIN: ~689 | ISO: ~1677-2 | 063.26 | ||
| DIN: 741 | EN 13411 | 063.15 | ||
| DIN: ~766 | 063.05 | |||
| DIN: 911 | ISO: 2936 | 049.09 | ||
| DIN: 912 | PN: 82302 | ISO: 4762 | GOST: 11738-84 | 011.06 |
| DIN: 912 | PN: 82302 | ISO: 4762 | GOST: 11738-84 | 011.07 |
| DIN: 913 | PN: 82314 | ISO: 4026 | 012.01 | |
| DIN: 914 | PN: 82315 | ISO: 4027 | 012.02 | |
| DIN: 915 | PN: 82316 | ISO: 4028 | 012.03 | |
| DIN: 916 | 012.04 | |||
| DIN: 928 | 015.20 | |||
| DIN: 929 | PN: 82169 | 015.21 | ||
| DIN: 931 | PN: 82101 | ISO: 4014 | GOST: 7798-70 | 011.02 |
| DIN: 933 | PN: 82105 | ISO: 4017 | GOST: 7798-70 | 011.01 |
| DIN: 934 | PN: 82144 | ISO: 4032 | 015.01 | |
| DIN: 960 | PN: 82101 | ISO: 8765 | 011.13 | |
| DIN: 961 | PN: 82105 | ISO: 8676 | 011.12 | |
| DIN: 965 | PN: 82208 | ISO: 7046 | 013.06 | |
| DIN: 965 | PN: 82208 | ISO: 7046 | 013.07 | |
| DIN: 966 | PN: 82212 | ISO: 7047 | 013.12 | |
| DIN: 966 | PN: 82212 | ISO: 7047 | 013.13 | |
| DIN: 967 | 013.03 – 013.05 | |||
| DIN: ~968 | 023.07 | |||
| DIN: 968 | 023.05 | |||
| DIN: 975 | 053.52 | |||
| DIN: 976 | 038.01 | |||
| DIN: 976-1 | 053.52 | |||
| DIN: 985 | PN: 82175 | ISO: 7040 | 015.04 | |
| DIN: 1480 | 063.08-063.09 | |||
| DIN: 1480 | 063.12 | |||
| DIN: 1480 | 063.28 | |||
| DIN: 1587 | PN: 82181 | 015.09 | ||
| DIN: 3050 | 063.02 | |||
| DIN: 3052 | 063.01 | |||
| DIN: 3053 | 063.02 | |||
| DIN: 3055 | 063.01 | |||
| DIN: 3060 | 063.01 – 063.02 | |||
| DIN: 3066 | 063.01 | |||
| DIN: 3127 | 049.04 | |||
| DIN: 3128 | 049.01 | |||
| DIN: 3128 | 049.02 | |||
| DIN: 5299C | 063.23 | |||
| DIN: 5299D | 063.24 | |||
| DIN: ~5685A | 063.05 | |||
| DIN: 5685A | 063.06 | |||
| DIN: 5685C | 063.07 | |||
| DIN: 6334 | PN: 82157 | 015.02 | ||
| DIN: 6379 | PN-M-82137 | 038.02 | ||
| DIN: 6797J | PN: 82023 | 014.05 | ||
| DIN: 6798A | PN: 82024 | 014.06 | ||
| DIN: 6798J | PN: 82023 | 014.05 | ||
| DIN: 6798V | PN: 82025 | 014.07 | ||
| DIN: 6899 | PN: 80247 | EN 13411 | 063.25 | |
| DIN: 6914 | PN-EN: 14399-4 | 011.33 | ||
| DIN:6915 | PN-EN: 14399-4 | 015.33 | ||
| DIN: 6916 | PN-EN: 14399-6 | 014.33 | ||
| DIN: ~6921 | ~PN-EN 1665 | |||
| ~PN-EN 1662 | ||||
| ~PN: 82247 | 011.03 | |||
| DIN: ~6921 | ~PN-EN 1665 ~PN-EN 1662 | |||
| ~PN: 82247 | 011.04 | |||
| DIN: ~6921 | ~PN-EN 1665 ~PN-EN 1662 | |||
| ~PN: 82247 | 011.05 | |||
| DIN: ~6923 | ISO: ~1661 | 015.06 | ||
| DIN: 6923 | PN: 82168 | |||
| PN-EN: 1661 | 015.05 | |||
| DIN: 6928 | ISO: 7053 | 023.02 | ||
| DIN: ~6928 | ISO: ~7053 | 023.04 | ||
| DIN: 7426 | 049.03 | |||
| DIN: 7500 | 021.02 – 021.05 | |||
| DIN: 7500 | 021.09 | |||
| DIN: 7500 CE | 021.08 | |||
| DIN: 7500 DE | 021.01 | |||
| DIN: 7500 ME | 021.06 | |||
| DIN: 7500 NE | 021.07 | |||
| DIN: 7504K | ISO: 15480 | 023.03 | ||
| DIN: 7504N | ISO: 15481 | 023.12 | ||
| DIN: 7504P | ISO: 15482 | 023.09 | ||
| DIN: 7513 | 022.02 | |||
| DIN: 7513 | 022.03 | |||
| DIN: 7513 A | 022.01 | |||
| DIN: 7516 | 022.04 | |||
| DIN: 7516 | 022.05 | |||
| DIN: 7516 AE | 022.08 | |||
| DIN: 7516 AE | 022.09 | |||
| DIN: 7516 DE | 022.06 | |||
| DIN: 7516 EE | 022.07 | |||
| DIN: ~7540 | ISO: ~1677-2 | 063.26 | ||
| DIN: 7965 | 015.14 | |||
| DIN: 7976 | PN: 83101 | ISO: 1479 | 023.01 | |
| DIN: ~7981 | PN: ~83116 | ISO: ~7049 | 023.13 | |
| DIN: 7981 | PN: 83116 | ISO: 7049 | 023.11 | |
| DIN: 7982 | PN: 83114 | ISO: 7050 | 023.08 | |
| DIN: 7983 | PN: 83115 | ISO: 7051 | 023.10 | |
| DIN: 7985 | PN: 82202 | ISO: 7045 | 013.14 | |
| DIN: 7985 | PN: 82202 | ISO: 7045 | 013.15 | |
| DIN: 7985 | PN: 82202 | ISO: 7045 | 013.18 | |
| DIN: ~7991 | ISO: ~10642 | 013.10 | ||
| DIN: ~7991 | ISO: ~10642 | 013.11 | ||
| DIN: 7991 | ISO: 10642 | 013.08 | ||
| DIN: 7991 | ISO: 10642 | 013.09 | ||
| DIN: 9021 | PN: 82030 | ISO: 7093 | 014.03 | |
| DIN: 68163 | 061.02 | |||
| DIN: 82101 | PN: 84703 | 063.22 |
Naujas rakto diametras:
DIN 439, 557, 562, 917, 931, 933, 934, 935, 979, 980, 982, 985, 986, 1587, 6330, 6331, 6923

Naujas veržliu aukštis:
DIN 934 – ISO 4032

Sraigtai su metriniu sriegiu DIN 7985 – ISO 7045:

Sraigtai su metriniu sriegiu DIN 963, 964, 965, 966 – ISO 2009, 2010, 7046, 7047:

Savisriegiai DIN 7981 – ISO 7049:

Savisriegiai DIN 7972, 7973, 7982, 7983 – ISO 1482, 1483, 7050, 7051:
NUTRAUKIMO, IŠTEMPIMO JĖGA – STAMBŪS METRINIAI SRIEGIAI
Minimali nutraukimo jėga,, kN, stambus ISO sriegis, metrinis
| Sriegis | Nominalus tempimo plotas mm2 | Atsparumo klasė | ||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | ||
| Minimali nutraukimo jėga (As*Rm)N | ||||||||||
| M3 M3,5 M4 | 5,03 6,78 8,78 | 2,01 2,71 3,51 | 2,11 2,85 3,69 | 2,51 3,39 4,39 | 2,62 3,53 4,57 | 3,02 4,07 5,27 | 4,02 5,42 7,02 | 4,53 6,10 7,90 | 5,23 7,05 9,13 | 6,14 8,27 10,7 |
| M5 M6 M7 | 14,2 20,1 28,9 | 5,68 8,04 11,6 | 5,96 8,44 12,1 | 7,10 10 14,4 | 7,38 10,4 15 | 8,52 12,1 17,3 | 11,35 16,1 23,1 | 12,8 18,1 26 | 14,8 20,9 30,1 | 17,3 24,5 35,3 |
| M8 M10 M12 | 36,6 58 84,3 | 14,6ᵃ 23,2ᵃ 33,7 | 15,4 24,4 35,4 | 18,3ᵃ 29ᵃ 42,2 | 19 30,2 43,8 | 22 34,8 50,6 | 29,2ᵃ 46,4ᵃ 67,4ᵇ | 32,9 52,2 75,9 | 38,1ᵃ 60,3ᵃ 87,7 | 44,6 70,8 103 |
| M14 M16 M18 | 115 157 192 | 46,0 62,8 76,8 | 48,3 65,9 80,6 | 57,5 78,5 96 | 59,8 81,6 99,8 | 69 94 115 | 92ᵇ 125ᵇ 159 | 104 141 – | 120 163 200 | 140 192 234 |
| M20 M22 M24 | 245 303 353 | 98 121 141 | 103 127 148 | 122 152 176 | 127 158 184 | 147 182 212 | 203 252 293 | – – – | 255 315 367 | 299 370 431 |
| M27 M30 M33 | 459 561 694 | 184 224 278 | 193 236 292 | 230 280 347 | 239 292 361 | 275 337 416 | 381 466 576 | – – – | 477 583 722 | 560 684 847 |
| M36 M39 | 817 976 | 327 390 | 343 410 | 408 488 | 425 508 | 490 586 | 678 810 | – – | 850 1 020 | 997 1 200 |
a) Karštai cinkuotų sujungtų elementų atvejais su 6 sriegio tolerancija ir sutinkamai su standartu ISO 965-4 taikomos pagal standartą ISO 10648:2004 sumažintos reikšmės.
b) Varžtams metalinėms konstrukcijoms taikomos šios reikšmės: 70kN (M12), 95,5 kN (M14) ir 130kN (M16).
Nominali ištempimo jėga kN, stambus ISO sriegis, metrinis.
| Sriegis | Sriegio žingsnis mm | Nominalus tempimo plotas mm² | Plastiškumo riba ReL N/mm2; Plastiškumo riba Rp0,2 N/mm2 | ||||||||
| 180 | 240 | 320 | 300 | 400 | 480 | 640 | 900 | 1080 | |||
| Atsparumo klasė | |||||||||||
| 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 10.9 | 12.9 | |||
| M3 M3,5 M4 | 0,5 0,6 0,7 | 5,03 6,78 8,78 | 0,905 1,22 1,58 | 1,21 1,63 2,11 | 1,61 2,17 2,81 | 1,51 2,03 2,63 | 2,01 2,71 3,51 | 2,41 3,25 4,21 | 3,22 4,34 5,62 | 4,53 6,10 7,90 | 5,43 7,32 9,48 |
| M5 M6 M7 | 0,8 1 1 | 14,2 20,1 28,9 | 2,56 3,62 5,20 | 3,41 4,82 6,94 | 4,54 6,43 9,25 | 4,26 6,03 8,67 | 5,68 8,04 11,6 | 6,82 9,65 13,9 | 9,09 12,9 18,5 | 12,8 18,1 26,0 | 15,3 21,7 31,2 |
| M8 M10 M12 | 1,25 1,5 1,75 | 36,6 58,0 84,3 | 6,59 10,4 15,2 | 8,78 13,9 20,2 | 11,7 18,6 27,0 | 11,0 17,4 25,3 | 14,6 23,2 33,7 | 17,6 27,8 40,5 | 23,4 37,1 54,0 | 32,9 52,2 75,9 | 39,5 62,6 91,0 |
| M14 M16 M18 | 2 2 2,5 | 115 157 192 | 20,7 28,3 34,6 | 27,6 37,7 46,1 | 36,8 50,2 61,4 | 34,5 47,1 57,6 | 46,0 62,8 76,8 | 55,2 75,4 92,2 | 73,6 100 123 | 104 141 173 | 124 170 207 |
| M20 M22 M24 | 2,5 2,5 3 | 245 303 353 | 44,1 54,5 63,5 | 58,8 72,7 84,7 | 78,4 97,0 113 | 73,5 90,9 106 | 98,0 121 141 | 118 145 169 | 157 194 226 | 220 273 318 | 265 327 381 |
| M27 M30 M33 | 3 3,5 3,5 | 459 561 694 | 82,6 101 125 | 110 135 167 | 147 180 222 | 138 168 208 | 184 224 278 | 220 269 333 | 294 359 444 | 413 505 625 | 496 606 750 |
| M36 M39 | 4 4 | 817 976 | 147 176 | 196 234 | 261 312 | 245 293 | 327 390 | 392 468 | 523 625 | 735 878 | 882 1050 |
RŪGŠTIMS ATSPARIŲ NERŪDIJANČIŲ VARŽTINIŲ SUJUNGIMŲ UŽVERŽIMO JĖGA – METRINIAI STAMBŪS SRIEGIAI
Žemiau esančioje lentelėje pateikiamos gaminių užveržimo jėgos vertės. Atsižvelgta į faktą, kad nerūdijančių varžtų atsparumo klasės vertės atitinkančios standartą SS-ISO 3506-1 neatitinka paprastų plieninių varžtų verčių.
Nerūdijančio plieno varžtai (taip pat ir rūgštims atsparūs varžtai) gali būti apkrauti pradine apkrova, reikalingas geras tepimas. Be tepimo gali būti sugadintas sriegis.
Varžtinių sujungimų užveržimui nenaudokite kalančių įrenginių.
Užveržimo jėga (Mv) nurodyta niutonmetrais (Nm) taikoma nerūdijantiems (ir rūgščiai atspariems) varžtiniams sujungimams, naudojant dinamometrinį raktą arba suktuvą/smūginį suktuvą su sukimo momento reguliavimu. Sukimo momento pokytis yra ±5%.
PLIENINIŲ VARŽTINIŲ STAMBIASRIEGIŲ SUJUNGIMŲ UŽVERŽIMO JĖGA (SUSPAUDIMO JĖGA)
Užveržimo jėga (Mv) nurodyta niutonmetrais (Nm) taikoma neapdorotiems alyvuotiems varžtiniams sujungimams naudojant dinamometrinį raktą arba suktuvą/smūginį suktuvą su reguliuojamu sukimo momentu. Maksimalus sukimo momento pokytis yra ±5%. Tinkamas sukimo momentas užtikrina atitinkamą suspaudimo jėgą varžtiniame sujungime.
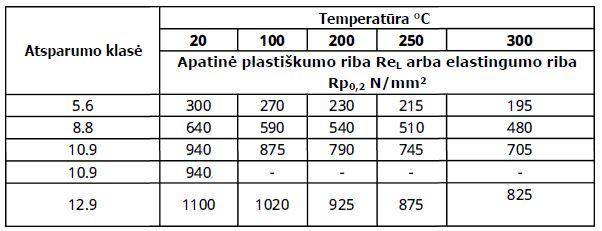
Varžtų techninės charakteristikos keičiasi kylant temperatūrai.
Žemiau esančioje lentelėje pateiktos vertės turėtų būti traktuojamos tik kaip nuoroda į dėl temperatūros padidėjimo sumažėjusią žemutinę plastiškumo ribą ReL arba sumažėjusią apatinę elastingumo ribą Rp0,2. Jos neturi būti traktuojamos kaip vykdytini reikalavimai.
Mechaninės varžtų savybės, tokios kaip pvz., atsparumas, priklauso nuo temperatūros pokyčių. Lentelėje pateikiamos vertės ir atsparumo klasės turėtų būti traktuojamos tik kaip nuorodos, o ne kaip reikalavimai vykdytini dėl temperatūros padidėjimo sumažėjus žemutinei plastiškumo ribai ReL arba elastingumo ribai Rp0,2.
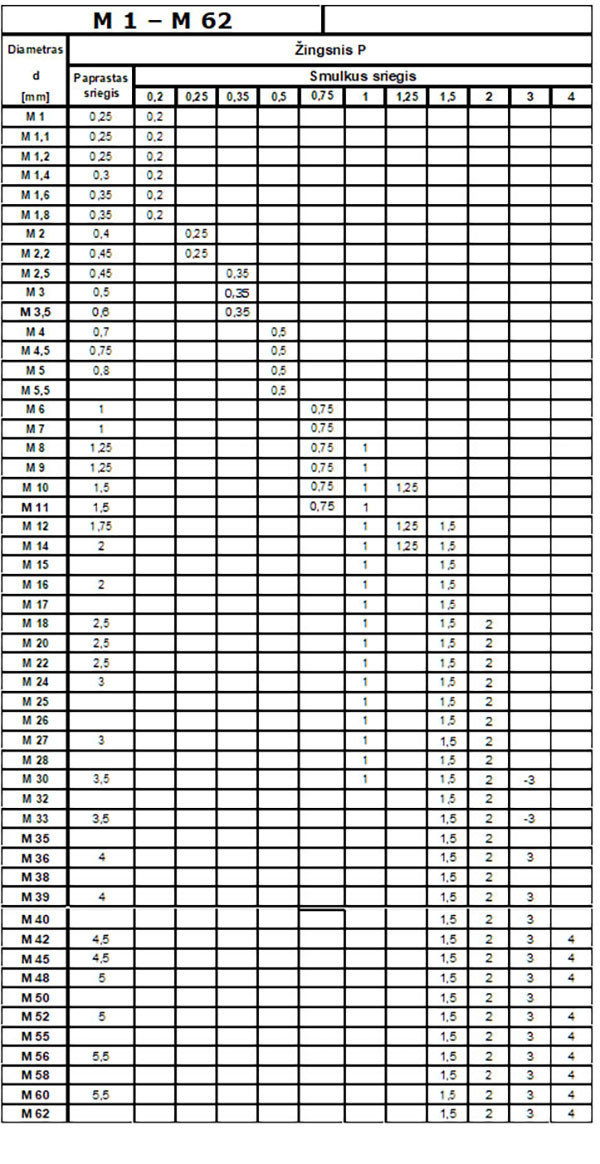
| Coliai, „ | Milimetrai, mm | Sriegio žingsnis coliais | ||
| UNC | UN8 | UNF | ||
| 1/8 | 3,175 | 40 | – | 44 |
| 3/16 | 4,762 | 24 | – | 32 |
| 1/4 | 6,35 | 20 | – | 28 |
| 5/16 | 7,937 | 18 | – | 24 |
| 3/8 | 9,525 | 16 | – | 24 |
| 7/16 | 11,112 | 14 | – | 20 |
| 1/2 | 12,7 | 13 | – | 20 |
| 9/16 | 14,288 | 12 | – | 18 |
| 5/8 | 15,875 | 11 | – | 18 |
| 3/4 | 19,05 | 10 | – | 16 |
| 7/8 | 22,225 | 9 | – | 14 |
| 1 | 25,4 | 8 | 8 | 12 (14) |
| 1 1/8 | 28,575 | 7 | 8 | 12 |
| 1 1/4 | 31,75 | 7 | 8 | 12 |
| 1 3/8 | 34,925 | 6 | 8 | 12 |
| 1 1/2 | 38,1 | 6 | 8 | 12 |
| 1 5/8 | 41,275 | – | 8 | – |
| 1 3/4 | 44,45 | – | 8 | – |
| 1 7/8 | 47,625 | – | 8 | – |
| 2 | 50,8 | 4,5 | 8 | – |
| 2 1/4 | 57,15 | 4,5 | 8 | – |
| 2 1/2 | 63,5 | 4 | 8 | – |
| 2 3/4 | 69,85 | 4 | 8 | – |
| 3 | 76,2 | 4 | 8 | – |
| 3 1/4 | 82,55 | 4 | 8 | – |
| 3 1/2 | 88,9 | 4 | 8 | – |
| 3 3/4 | 95,25 | 4 | 8 | – |
| 4 | 101,6 | 4 | 8 | – |
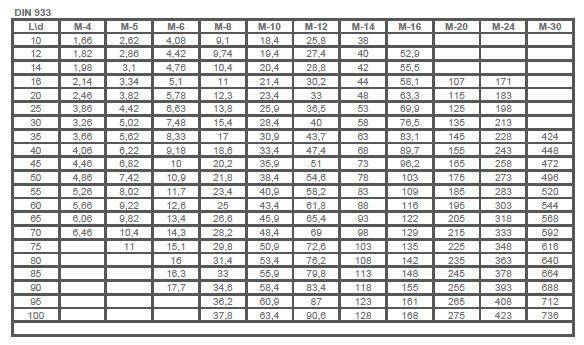
Varžtų DIN 933 teorinis svoris
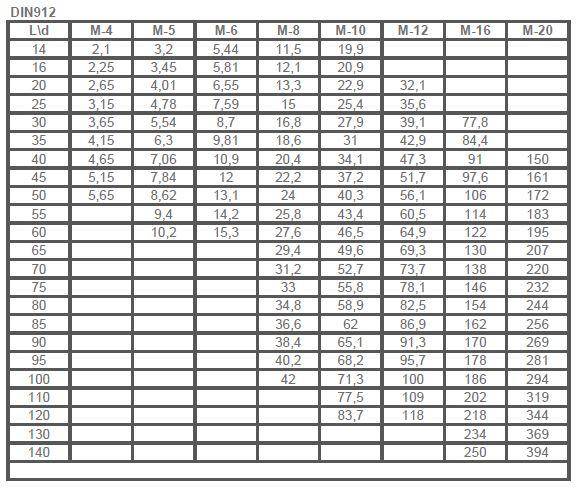
Varžtų DIN 912 teorinis svoris
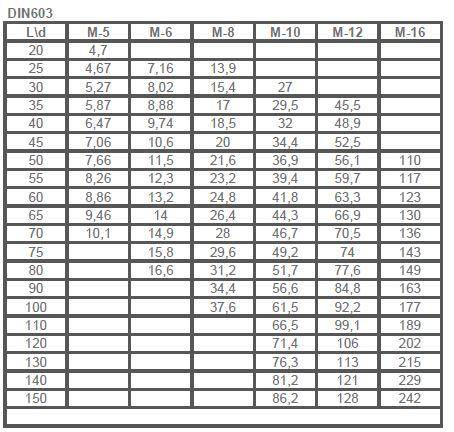
Varžtų DIN 603 teorinis svoris
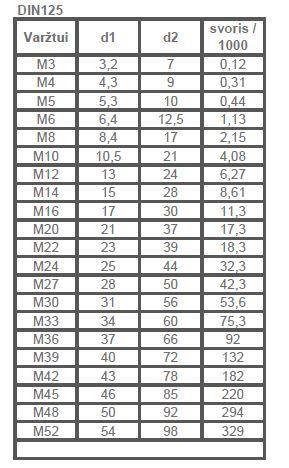
Poveržlių DIN 125 teorinis svoris
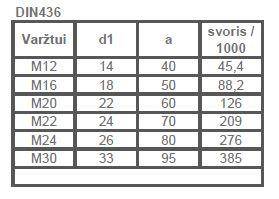
Poveržlių DIN 436 teorinis svoris
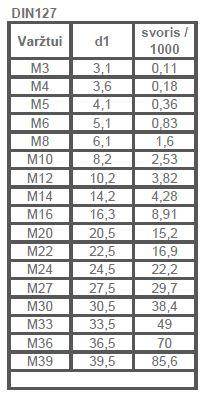
Poveržlių DIN 127 teorinis svoris
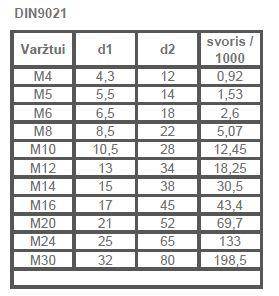
Poveržlių DIN 9021 teorinis svoris
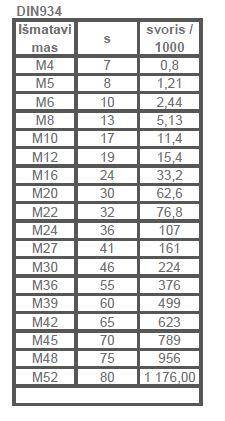
Veržlių DIN 934 teorinis svoris
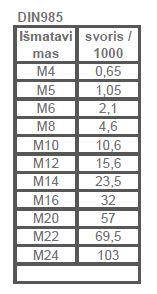
Veržlių DIN 985 teorinis svoris
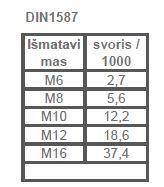
Veržlių DIN 1587 teorinis svoris
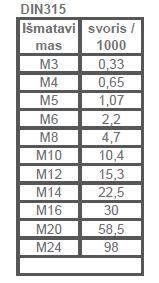
Veržlių DIN 315 teorinis svoris
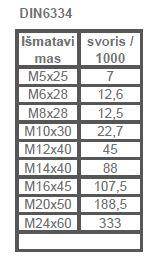
Veržlių DIN 6334 teorinis svoris
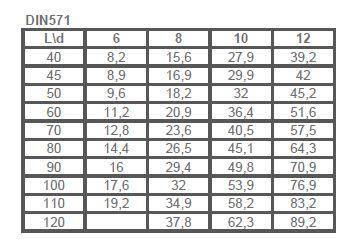
Medvaržčių DIN 571 teorinis svoris
Techninis HV rinkinio aprašymas
Kompresinis rinkinys – apima varžtą, veržlę ir dvi poveržles
karšto cinkavimo / hot-dip galv (HDG).
Kompresiniams sujungimams turi būti naudojami HV varžtai (pagal EN 14399-4 varžtą ir veržlę ir EN 14399-6 poveržlę x2).
Reikšmingi skirtumai tarp PN-EN, PN ir DIN:
Šiuo metu įtempimo ilgis matuojamas pagal PN-EN 14399
tarp varžto galvutės ir veržlės – pagal DIN 6914/5/6 ilgį
spaustukas matuojamas tarp dviejų poveržlių.
HV rinkinio charakteristikos
Padidinta sraigtinė galvutė
Dėl įtempimo medžiagos jis sumažina slėgį – suspaudimo jėga palaikoma visą gyvavimo ciklą.
Karštas cinkavimas
Apsauga nuo korozijos, užtikrinanti apsaugą net ir agresyviomis sąlygomis ilgą laiką
Cinko sluoksnio storis nuo 50 iki 70 μm
Gamyklinis veržlės padengimas riebalais su molibdeno disulfidu – MoS2
Rinkinio klasė – K1
Rinkinius galima pristatyti pagal vieną iš lentelėje nurodytų kategorijų. Ki, km ir Vk koeficientų vertės turėtų būti nurodytos atitinkamuose produktų standartuose arba prie pristatymo partijos pridedamuose dokumentuose.
K kategorija
Informacija, pridedama prie CE ženklo
K0
Koeficiento k testų nėra
K1
Atskirų k1 reikšmių testų apimtis
K2
Vidutinės km vertės nustatymas
Variacijos Vk koeficientasPristatymo sąlygos
HV varžtų komplektai pristatomi komplektuose.
Draudžiama naudoti papildomas tepimo dangas, nes tai keičia suspaudimo jėgą ir gali sukelti surinkimo klaidas. HV suspaustkų jungčių rinkiniai labai jautrūs skirtumams, atsirandantiems dėl gamybos ir tepimo, todėl labai svarbu, kad visi rinkinio komponentai būtų pagaminti iš vieno gamintojo ir pristatomi originalioje pakuotėje.
HV varžtų rinkinių priveržimo metodai
HV varžtai priveržiami sukdami veržlę, kol pasiekiama reikiama suspaudimo jėga. Tai galima atlikti kontroliuojant sukimo momentą, sukimosi impulsą arba deformacijos metodą (veržlės posūkio kampas). Montavimas atliekamas naudojant standartinius tvirtinimo įrankius – sukimo momento raktus, kurie turi būti kalibruojami kartą per metus.
Jei specifikacijoje nenurodyta kitaip, pagal EN 1993-1-8 apskaičiuojama minimalios suspaudimo jėgos Fp, C vertė pagal formulę:
Fp, C = 0,7 fubAs
kur:
fub – nominalus sraigtinės medžiagos tempiamasis stipris,
As – Aktyvaus varžto skerspjūvio plotas
Prielaidos
Jungčių suspaudimas naudojamas dėl atsparumo slydimui, nuovargio, seisminio poveikio, kokybės gerinimo (pvz., Ilgaamžiškumo) arba surinkimo tikslais. Žr. 1 lentelę.
1 Lentelė. Suspaudimo jėgos vertė FP,C [kN]
Varžto klasė
Varžtų sriegio žymėjimas
M12
M16
M20
M22
M24
M27
M30
M36
10.9
59kN
110 kN
172 kN
212kN
247kN
321kN
393kN
572kN
Galima naudoti visus žemiau pateiktų varžtų priveržimo būdus, išskyrus atvejus, kai specifikacijoje nustatomi jų naudojimo apribojimai. Priklausomai nuo sugriežtinimo metodo, pagal 2 lentelę naudojami atitinkami K klasės varžtų mazgai (kalibruojant pagal pristatymo sąlygas).
2 Lentelė. K-Klasės, priklausomai nuo užsukimo metodo
Priveržimo metodas
K-klasė
Reguliuojamo sukimo momento metodas
K2
Kombinuotas metodas
K2 arba K1
HRC metodas
K0 tik su HRD arba K2 veržle
Tiesioginės įtampos indikatorių metodas (DTI)
K2, K1 arba K0
Prieš suspaudžiant sujungtas dalis reikia suderinti, o atskirų grupių varžtai priveržti pagal poreikį, kad jungtys, esančios kontakte, neviršytų 2 mm.
Reguliuojamo sukimo momento metodas pagal EN ISO 6789
Visuose kontroliuojamo sukimo momento etapuose naudojami sukimo momento raktai turi atitikti ± 4% tikslumą pagal EN ISO 6789. Veržliarakčiai yra kontroliuojami pagal EN ISO 6789, o pneumatiniai veržliarakčiai tikrinami, kai keičiasi kabelio ilgis. Pirmąjį kombinuoto metodo žingsnį naudojamiems sukimo momento raktams reikalingas ± 10% tikslumas ir patikrinimas kartą per metus.
Naudojant reguliuojamą sukimo momentą, po kelių dienų galima sugriežtinti.
Aukšto stiprumo varžtai, skirti suspaudimui, naudojami su gamintojo taikomu tepalu, nebent taikoma DTI metodas arba kitos procedūros.
Sraigtinis rinkinys, sugriežtintas iki minimalaus suspaudimo lygio ir tada atsuktas, netinkamas pakartotiniam naudojimui ir turi būti išmestas.
Rekomenduojamos sukimosi momento vertės
Rekomenduojama sukimo momento vertė Mr, I, reikalinga norint gauti minimalią minimalią suspaudimo jėgą Fp,C, nustatoma kiekvienam varžtų rinkinio tipui:
Vertės, nustatytos pagal k klasę, kurią suteikia jungties gamintojas pagal atitinkamą EN dalį 14399:
Mr, 1 = kmdFp, C kur km K1 k-klasei
Mr, 2 = kmdFp, C kur km K2 k-klasei
d – varžto skersmuo
km – gamintojo nurodyta pakuotės verte
Mr, 1 – pirmojo etapo momentas
Mr, 2 – antrojo etapo momentas
Rinkiniai turi būti priveržti atitinkamu veikimo diapazonu. Galima naudoti rankinius arba mechaninius raktus. Pirmajame tvirtinimo etape galima naudoti smūgio veržliarakčius.
Priveržimas valdomu sukimo momento metodas susideda iš šių etapų:
Pirmasis etapas – raktas nustatomas 0,75 Mr, 1 momentui, kur Mr, 1 = Mr, 2 lub Mr, test
Pirmajame etape visi jungties varžtai įtempiami prieš pradedant antrąjį priveržimo žingsnį (žr. 3 lentelę).
Antrasis etapas – raktas nustatomas 1,10 Mr, 1 momentui, kur Mr, 1 = Mr, 2 lub Mr, test
Santykis 1,10 – Mr, 2 atitinka vertę (1+ 1,65 Vk), kur Vk = 0,06 K2 klasei (žr. 3 lentelę).
3 lentelė – Užsukimo momento vertės, priklausomai nuo K koeficiento
Varžto žymėjimas HV
Kombinuotas metodas K1
Kontroliuojamo momento metodas K2
Pirmasis etapas
Antrasis etapas
Pirmasis etapas
Antrasis etapas
0,75 Mr2
Sukimosi kampas
0,75 Mr2
1.1 Mr2
[Nm]
[Nm]
[Nm]
M12
69
Sukimosi kampas turi būti nustatomas pagal 4 lentelę ir varžto tvirtinimo ilgį.
Pastaba: poveržlių storis turi būti pridedamas prie tvirtinimo ilgio.
69
101
M16
171
171
251
M20
334
334
490
M22
455
455
667
M24
578
578
847
M27
846
846
1239
M30
1149
1149
1683
M36
2007
2007
2941
Kombinuotas metodas
Priveržimai derinimo metodu susideda iš dviejų etapų:
Pirmasis priveržimo žingsnis, naudojant sukimo momento raktą su tinkamu naudingu diapazonu. Raktas nustatomas maždaug 0,75 Mr, 1 momentui, kur Mr, 1 = Mr, 2 arba Mr, test. Pirmajame etape visi jungties varžtai įtempiami prieš prasidedant antram tvirtinimo etapui.
Mr, 1 vertę galima apytiksliai nustatyti pagal formulę Mr, 1 = 0,13 d Fp, C, jei nenurodyta kitaip.
Antrasis įtempimo etapas, kuriame atliekamas papildomas sukamojo sraigto dalies sukimas. Veržlės padėtis, palyginti su varžto koto sriegiu, nustatoma po pirmojo suveržimo etapo, naudojant pieštuką, kad būtų galima lengvai nustatyti tikslinį veržlės sukimą. Antrajame įtempimo etape papildoma veržlė sukama pagal 4 lentelėje nurodytą vertę, jei nenurodyta kitaip.
4 LENTELĖ SUKIMOSI MOMENTAS K1 KOEFICIENTUI KOMBINUOTAME METODE
Bendras sujungtų dalių vardinis storis „t“ (įskaitant visus tarpiklius ir poveržles) d = varžto skersmuo
Papildomas sukimas per antrąjį sutvirtinimo etapą (10,9 klasės varžtai)
Laipsniai
Viso sukimosi dalis
t <2 d
60
1/6
2d ≤ t < 6 d
90
1/4
6d ≤ t ≤ 10 d
120
1/3
Jei plotas po varžto galvute arba veržle nėra statmenas varžtų ašiai, būtinas sukimosi kampas nustatomas remiantis bandymais.
Techninis SB rinkinio aprašymas
Komplektą sudaro varžtas ir veržlė.
Varžtai – žymėjimas pagal savybės klasės ženklą pagal EN ISO 898-1 arba EN ISO 3506-1, rinkinio gamintojo identifikavimo ženklas, papildomai su ženklu „SB“ (taikomas jungiamosioms konstrukcijoms).
Veržlės – ženklinimas pagal nuosavybės klasės ženklą pagal EN 20898-2 arba EN ISO 3506-2, rinkinio gamintojo identifikavimo ženklas, papildomai su ženklu „SB“ (naudojamas struktūroms sujungti).
Poveržlės (pasirinktinai) – leidžiama naudoti poveržles be jokių ženklų, nes jų įtaka rinkinio kirpimui ir tempimui yra nereikšminga. Poveržlės, jei naudojamos, turi atitikti HV100 arba HV200 kietumo klasę.
SB rinkinio charakteristikos
Dangos elementai turi būti lygiaverčiai atsparūs korozijai. Dažniausiai naudojamos dangos yra HDG cinkavimas ir galvaninis Zn.
SB rinkinių tiekėjai turi turėti CE sertifikatą (kurį turi gauti gamintojas).
Gamintojas (tiekėjas) taip pat turėtų turėti FPC (gamyklos gamybos kontrolės) sertifikatą.
Kadangi varžtų veržlės įtempimas yra labai jautrus veikimo pokyčiams, svarbu, kad rinkinius pristatytų vienas gamintojas, kuris visada yra atsakingas už rinkinio veikimą.
Varžto / veržlės, pagamintos iš anglies plieno ir legiruoto plieno, atsparumas
Sriegio žymėjimas | Nominalus aktyvus skerspjūvio plotas As nom [mm2] | Mechaninių savybių klasė | ||||||
4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 10.9 | ||
Minimalus atsparumas tempimui (As nom x R m min)1 [kN] | ||||||||
M12 | 84.3 | 33.7 | 35.4 | 42.2 | 43.8 | 50,6 | 70 | 87.7 |
M14 | 115 | 46 | 48.3 | 57.5 | 59.8 | 69 | 95.5 | 120 |
M16 | 157 | 62.8 | 65.9 | 78.5 | 81.6 | 94 | 130 | 163 |
M18 | 192 | 76.8 | 80.6 | 96 | 99.8 | 115 | 159 | 200 |
M20 | 245 | 98 | 103 | 122 | 127 | 147 | 203 | 255 |
M22 | 303 | 121 | 127 | 152 | 158 | 182 | 252 | 315 |
M24 | 353 | 141 | 148 | 176 | 184 | 212 | 293 | 367 |
M27 | 459 | 184 | 193 | 230 | 239 | 275 | 381 | 477 |
M30 | 561 | 224 | 236 | 280 | 292 | 337 | 466 | 583 |
M33 | 694 | 278 | 292 | 347 | 361 | 416 | 576 | 722 |
M36 | 817 | 327 | 343 | 408 | 425 | 490 | 678 | 850 |
Norint pasiekti visišką tempimo stiprumą, cinkuotos jungtys gali reikalauti specialaus EN ISO 10684: 2004 matavimo | ||||||||
Neįtemptų konstrukcinių varžtų priveržimas
Sujungti elementai turėtų būti sugriežtinti taip, kad jie būtų glaudžiai tarpusavyje susiję. Siekiant geriau pritaikyti, galima naudoti tarpiklius. Jei lakštinio metalo ir apvalkalo storis ≥ 4 mm, arba profiliai, kurių sienelių storis yra ≥ 8 mm, nereikalaujama pilno dalies slėgio, ant kraštų gali būti palikta iki 4 mm tarpinė, su sąlyga, kad gaunamas slėgis centrinėje prijungimo zonoje.
Kiekvienas sujungimo varžtas turi būti bent jau toks, kad atitiktų tikslią detalių sukibimą, nepažeisdami varžtų, ypač santykinai trumpų varžtų ir M12 varžtų. Grupės varžtų priveržimo procesas prasideda nuo varžto, esančio didžiausio sąnario standumo srityje, ir tada palaipsniui pereina į vis mažesnio standumo zonas. Norint pasiekti glaudų jungčių dalių prilipimą, gali prireikti daugiau nei vieno sugriežtinimo ciklo.
Didžiausios standumo juostos I sekcijų sąnariuose paprastai yra varžtų grupės centras ir I sekcijų užpakalinėse jungtyse – diržo aplinkoje.
Sąvoka „glaudi jungtis“ reiškia rankos jėga, kuri pasiekiama naudojant įprastą raktą be išplėtimo, arba būklė, kurioje smūgio raktas pradeda veikti.
Pristatymo sąlygos
Visos tvirtinimo detalės pirkėjui turi būti pristatomos originalioje, neatidarytoje, vienoje, uždaroje pakuotėje arba atskiruose konteineriuose, užplombuotuose rinkinių gamintojo. Pirkėjui pristatytų rinkinių tinkamumas tempimo apkrovai įrodomas atliekant tempimo bandymą pagal EN 15048-2.
Konteineriai su varžtais/veržliais arba jų dalys, atitinkantys šį Europos standartą, turi būti paženklinti visais ženklais, kuriuose yra:
papildomos raidės „SB“ (naudojamos struktūroms sujungti),
atitinkamos šalies numeris (-iai),
rinkinio gamintojo identifikavimas.
Poveržlės paprastai tiekiamos atskirose pakuotėse. Rinkiniai turi būti pateikti vienu iš šių būdų:
Vieno gamintojo tiekiami varžtai ir veržlės. Rinkinio komponentai turėtų būti supakuoti į vieną paketą, pažymėtą etikete, kurioje yra rinkinių partijos numeris ir gamintojo identifikavimas.
Vieno gamintojo tiekiami varžtai ir veržlės. Kiekvienas komponentas turi būti supakuotas į atskirą pakuotę, pažymėtą etikete, kurioje yra partijos numeris ir gamintojo identifikavimas. Komplektai rinkinyje gali būti laisvai tarpusavyje keičiami per vieną vardinį skersmenį.
Elektrolitinė cinko danga
Tai dažniausiai naudojama apsauginė danga. Šios dangos atsparumas korozijai labai priklauso nuo jos storio. Galvaninio cinko danga padengiama elementu naudojant galimą elektrolizės procesų skirtumą. Elektrolitinės galvaninės dangos yra ekonomiškai efektyvios ir suteikia estetinę apdailą. Galvaninis cinkas yra dažniausiai naudojamas tvirtinimo detalių paviršiaus apdaila.
Karštai cinkuota HDG
Karštai cinkuota HDG yra atspari korozijai danga. Apsauginė danga, susidariusi dėl karšto cinkavimo, leidžia efektyviai ir ilgai veikti aplinkoje, kur yra didelė korozija (C4, C5). Ugnies cinkas naudojamas panardinimo metodu arba pregalvanizavimo metodu. Ugnies cinko sluoksnių storis svyruoja nuo 18 iki 50 μm.
Sidabrinis Ruspertas
„Sidabrinis Ruspertas“ yra aukštos kokybės danga, pasižyminti puikiu atsparumu korozijai dėl trijų sluoksnių: metalinio cinko sluoksnio, specialios cheminės dangos ir sandarinimo dangos. Šie sluoksniai tarpusavyje sujungti cheminėmis reakcijomis, leidžiančiomis kietą dangų derinį. Produktai, padengti šiuo metodu, yra naudojami ten, kur reikalingas didelis patvarumas ir atsparumas korozijai.
Išplėsta (termodifuzija) danga
Išplėsta (termodifuzija) danga yra sukurta dėl terminio difuzijos galvanizavimo – tai procesas
kuris yra pagrįstas specialiojo cinko miltelių ir geležies mišinio reakcija. Cinko dalelės įterpia į plieno paviršiaus sluoksnį ir sudaro apsauginį antikorozinį sluoksnį. Cinkas įsiskverbia į maždaug 1/3 viso sluoksnio storį, kuris užtikrina labai aukštą atsparumą korozijai – kelis kartus didesnis nei cinkavimo ar paprastojo galvanizavimo atveju.
Dangos / plieno ilgaamžiškumo palyginimas
Dangos / plieno tipas | Parametras, apibrėžiantis apsauginį sluoksnį / korozijos kategoriją pagal EN ISO 12944-2 | |||
Galvaninis cinkas | ≥5 μm/C1 | ≥8 μm/C1 | ≥12 μm/C1,C2 | ≥ 20 μm/C1,C2,C3 |
Karštas cinkavimas | ≥ 15 μm/C2,C3 | ≥20 μm/C3, C4 | ≥40 μm/C4 | ≥ 50 μm/C4,C5 |
Terminio difuzijos sherardizacija | – | ≥ 10 μm/C3,C4 | ≥20 μm/C4 | ≥35 μm/C4, C5 |
Sidabrinė Ruspert keraminė danga | – | ≥500 h/C3,C4 | ≥750h/C4,C5 | ≥1500 h/C5 |
AISI 304 nerūdijantis plienas | – | C3 | C4 | – |
AISI 314 nerūdijantis plienas | – | C3 | C4 | C5 |
Korozijos kategorijos pagal EN ISO 12944-2
Korozija yra procesas, kuris palaipsniui naikina medžiagų struktūrą, galiausiai nulemdamas jo dezintegraciją. Šis procesas vyksta visur, kur metalo paviršiuje yra drėgmės sluoksnis. Drėgmės sluoksnis gali būti toks plonas, kad jis būtų nematomas žmogaus akimis.
Korozijos greitis padidinamas šiais veiksniais:
– santykinės oro drėgmės padidėjimas,
– kondensacijos atsiradimas (kai temperatūra yra lygi arba žemesnė už rasos taško temperatūrą),
– teršalų kiekio atmosferoje padidėjimas (koroziniai teršalai gali reaguoti su plienu ir sukurti nuosėdas ant paviršiaus).
Korozija dažniausiai atsiranda, kai santykinė oro drėgmė yra didesnė kaip 80%, o temperatūra viršija 0 ° C
– tačiau, jei yra teršalų ir (arba) higroskopinių druskų, korozija atsiranda esant daug mažesniam drėgmės lygiui.
Pagal PN EN ISO 12944-2, mes atskiriame penkias korozijos kategorijas, priklausomai nuo naudojimo vietos ir sąlygų:
Dangos / plieno ilgaamžiškumo palyginimas
Korozijos kategorija | Vidutinio klimato sąlygomis būdingos aplinkos pavyzdžiai pagal EN ISO 12944-2 | |
Lauke | Viduje | |
C1 – labai maža | Netaikoma | Šildomi pastatai su švaria atmosfera, pavyzdžiui, biurai, parduotuvės, mokyklos, viešbučiai |
C2 – maža | Nedideliu mastu užterštos atmosferos, daugiausia kaimo vietovės | Nešildomi pastatai, kuriuose jis gali vyktikondensatas, pvz., sandėliai, sporto salės. |
C3 – vidutinė | Miesto ir pramonės atmosfera, vidutinio sieros oksido tarša, pakrančių zonos, kuriose yra mažas druskingumas | Gamybos patalpos su dideliu drėgnumu ir patikimaisoro tarša, pvz., maisto gamyklos, skalbyklos,alaus daryklos, pieninės |
C4 – didelė | Pramonės zonos ir pakrančių zonos, kuriose yra vidutinio druskingumo | Chemijos gamyklos, baseinai, laivų remonto aikštelės ir laivai |
C5 – labai didelė | Pramoninės zonos su dideliu drėgnumu ir agresyvia atmosfera | Pastatai ar teritorijos, kuriose vyksta beveik nuolatinis kondensatas ir didelė tarša |
Pastaba: Ypatingas dėmesys turėtų būti skiriamas tinkamoms produktų laikymo ir sandėliavimo sąlygoms. Sąlygos, kuriomis produktas yra sandėliuojamas ar laikomas, turėtų atitikti aplinką, kurios koroziškumo klasė yra mažesnė už nustatytą produkto paskirtį.
Atsparumas seisminėms apkrovoms
Seisminio atsparumo kategorijos:
C1 – atsparumas cikliniams krūviams iki 0,5 mm
C2 – atsparumas cikliškoms apkrovoms kintančioje pertraukoje iki 0,8 mm, su nustatytu maksimaliu poslinkiu.